Склеювання призм – поширений метод склеювання лінз
Опис продукту
Найпоширенішим методом склеювання лінз є метод оптичного клею, який швидко склеюється під дією ультрафіолетових променів. Часто склеюють два або більше листів лінзи: дві опуклі лінзи та увігнуті лінзи з протилежними значеннями R та однаковим зовнішнім діаметром склеюють клеєм. Потім накладають клей на склеєну поверхню опуклої лінзи та склеєну поверхню увігнутої лінзи. Перед затвердінням УФ-клею ексцентриситет лінзи визначається оптичним приладом виявлення, таким як вимірювач ексцентриситету/центрометр/центрометр, а потім попередньо затвердівають сильним УФ-опроміненням точкового джерела світла УФ-світлодіода. Нарешті, лінзи поміщають у камеру для затвердіння УФ-світлодіода (також можна використовувати поверхневе джерело світла УФ-світлодіода) та опромінюють слабким ультрафіолетовим світлом протягом тривалого часу, поки клей повністю не затвердіє, і дві лінзи міцно не склеяться.
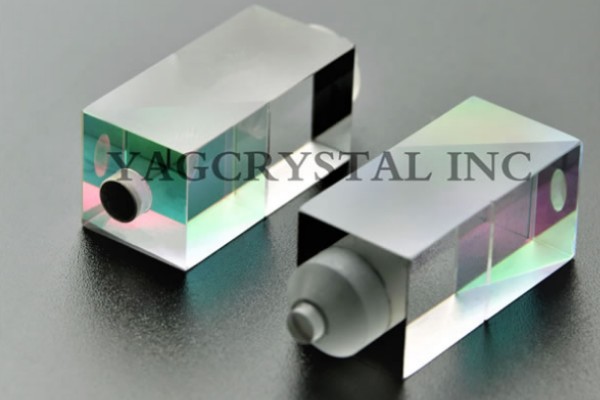
Склеювання оптичних призм головним чином дозволяє оптичним компонентам покращити якість зображення оптичної системи, зменшити втрати світлової енергії, підвищити чіткість зображення, захистити поверхню шкали та додатково оптимізувати процес обробки для відповідності вимогам проектування.
Склеювання оптичних призм в основному базується на використанні стандартного клею оптичної промисловості (безбарвного та прозорого, з коефіцієнтом пропускання понад 90% у зазначеному оптичному діапазоні). Оптичне склеювання на поверхнях оптичного скла. Широко використовується для склеювання лінз, призм, дзеркал та для завершення або зрощування оптичних волокон у військовій, аерокосмічній та промисловій оптиці. Відповідає військовому стандарту MIL-A-3920 для оптичних склеювальних матеріалів.
Особливості
Оптична призма. Для забезпечення оптичних та механічних властивостей оптичних деталей, отриманих шляхом склеювання, клейовий шар повинен відповідати наступним вимогам:
1. Прозорість: безбарвна, без бульбашок, без пуху, частинок пилу, водяних слідів та масляного туману тощо.
2. Склеєні деталі повинні мати достатню механічну міцність, а клейовий шар повинен бути твердим без внутрішніх напружень.
3. Поверхня не повинна деформуватися, а також має достатню стійкість до впливу температури, вологості та органічних розчинників.
4. Гарантувати паралельну різницю та різницю товщини очікування цементованої призми, забезпечити центральну похибку цементованої лінзи та забезпечити точність поверхні цементованої деталі.